

CNC Milling Tool Holders and Accessories

All Redline CNC milling tools are proudly made in the USA with American 8620 steel. Our craftsmanship and attention to detail in a quality tool provide the performance required by the American machinist. Our CNC tool holders are designed with AT3 or better shank taper accuracy and are concentric to <.0002 (.005 MM or 5 microns), placing the tool precisely on the machine spindle center line. This accuracy promotes minimal tool wear and replacement, saving you time and money.
We carry a wide assortment of tool holders for any CNC milling application in industries including automotive, medical, aerospace, computer, defense electronics, and job shops. Whether drilling, milling, tapping, or conducting quality control testing, at RedLine Tools you will find the CNC milling tools you need and holders to effectively and securely attach your tools to your critical machines.
Create An Order Now
Benefits include:
- Steep taper holders with superior levels of shank taper accuracy.
- Exceed ANSI standards by a minimum of 35%.
- Improved cutting accuracy
- Virtually no play and tool holder wobble
- Increased quality in your manufactured parts
- Reduced scrap
Tool Holder Types

CAT Tool Holders
CAT tooling comes in a range of sizes designated as CAT 30, CAT 40, CAT 50, etc. The number refers to the Association for Manufacturing Technology’s (formerly the National Machine Tool Builders Association (NMTB)) taper size of the tool. CAT tool holders were developed for the Caterpillar tractor company and are sometimes called V-Flange Tools. They are of a robust design used primarily for a range of applications from precision machining to heavy duty roughing. This type of CNC tool holder is supported by ATC (automated tool change) technology. The tool holder body is pulled into the milling spindle with the aid of a retention knob and centered via the taper contact. Spindle speeds up to 12,000 rpm are standard with steep-taper tools. CAT tool holders will accept both imperial and metric-sized tools.
Difference between CAT and BT holders
CAT and BT tool holders share the same NMTB body taper and appear very similar which is why they are often confused. However, CAT tool holders use imperial threading for the retention knobs and BT tool holders use metric threads. Visually, you can notice a difference with the flange. CAT tool holders have a thinner flange than BT tool holders. CAT and BT tool holders are NOT interchangeable.
BT steep-taper toolholders have a thick flange.

CAT steep-taper toolholders have a narrow flange.

HSK Tool Holders
HSK tool holders are a relatively new design and common on European machines imported into the United States. HSK is a German acronym for “hollow taper shank”. They do not have the retention knob of the CAT tool holders but instead have a hollow shank. The clamping mechanism in a HSK tool holder is operated from the inside, incorporating segmented collets that expand radially under pressure. The collet’s chamfer matches that of the inner wall of the shank allowing it to lock securely when the drawbar is actuated. Twice as much clamping force is generated on the flange in a HSK tool than that of the CAT type. The increased clamping force generated is due to the simultaneous taper and flange spindle connection. This creates radial stiffness up to five times that of steep-taper tool holders. HSK tool holders are balanced for high-speed machining and have a lower tolerance between the spindle receiver and the taper body than CAT tools.
HSK tool holders offer a few advantages over CAT tool holders, especially in high-speed milling machine spindles, tool collisions and maintenance. HSK tool holders are lighter in mass which allows machines to accelerate and decelerate quicker than CAT tool holders. At spindle speeds higher than 8,000 rpm, the spindle receiver expands faster than the shank. Because HSK tool holders have a hollow design, its shank acts like a fuse and during a crash, will break off protecting the shank of the machine.
Toolholding Types

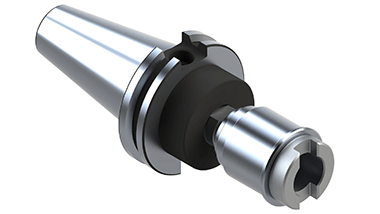
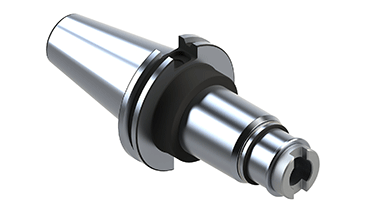
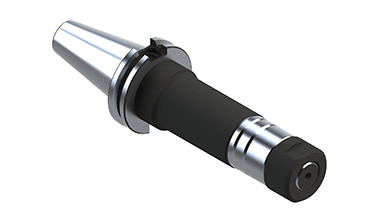
Collet Chuck Holders
A collet chuck is a type of chuck that forms a collar around a tool and applies a high static friction force, holding the object firmly and in accurate alignment. The "ER" collet system, developed and patented by Rego-Fix in 1973 is the most widely used collet system in the world today. The ER line consist of ER-8, ER-11, ER-16, ER-20, ER-25, ER-32, ER-40, and ER-50. The numbers in the series are the inner diameter of the collet. RedLine Tools offers a full line of ER collet chuck holders that are balanced to G2.5 @ 18,000 rpm.
- Small diameter nose well-suited for working in close quarters
- Increased flexibility for milling, drilling, and reaming
- Flush precision collet nut, grips tool close to cutting edge for accuracy and rigidity
- Concentric to .0002" TIR puts tool precisely on spindle center line
- AT3 or better shank taper allows for accurate, rigid tool holder-to spindle mount
- Wide range collets reduce collet and tool holder inventories
- Fully ground flange and V-groove is easy on tool changers for less spindle and changer maintenance
- Through spindle coolant standard
- ER collets have a larger gripping capacity than TG collets.
- ER collets are less expensive than TG collets.
- TG have a higher gripping force than ER collets.
- Flexibility to mill, drill, and ream
- AT3 or better shank taper allows for accurate, rigid tool holder-to spindle mount
- Less tool wear and replacement means less scrap
- Fully ground flange and V-groove is easy on tool changers for less spindle and changer maintenance
Shrink Fit Holders
Shrink Fit Holders require a shrink fit machine which expands
the bore when heated to accept a cutting tool. Once cooled the tool
is held securely over the entire length of the shank resulting in
superior gripping force with minimal runout.
- Concentric to .0002” TIR for increased cutting tool life
- Balanced to G2.5 @ 25,000 RPM
- Through spindle coolant ready
- Designed with high rigidity and maximum grip

Hydraulic Chucks
Hydraulic chucks are used for milling, drilling, reaming, and boring. Hydraulic chucks can be run up to 50,000 rpm and are concentric to .00012". There are a wide range of coolant sealed or coolant flush reduction sleeves available. Our Hydraulic Chucks are balanced to G2.5 @ 25,000 rpm.
Successful Use and Care for RedLine Hydraulic Chucks
- RedLine Hydraulic Chucks can accept tools with a smooth cylindrical shank, Weldon Shank or a Whistle Notch without the use of reduction sleeves. Tools must have a H6 shank tolerance or better.
- To clamp a tool in the Hydraulic Chuck, turn the clamping screw with an Allen Key with 7-8.5 ft. lbs. torque completely to the limit stop. Never use a power screwdriver to turn the actuation screw!
- Testing of the clamping force should be done before the first use and after approximately 100 tool changes or every 3 months. A test shaft should be inserted at least to the minimum clamping depth into the tool holder. Tighten the clamping screw to a dead stop. If the test shaft can be easily removed from the tool holder manually and without any effort, the clamping force is not high enough. The Hydraulic Chuck shouldn’t be used and sent in for repair.
- When using intermediate sleeves, they must be inserted completely into the Hydraulic Chuck, so the edge of the sleeve makes contact with the face of the hydraulic chuck. Failure to do this will result in poor run-out and lower grip force.
- Tools with Weldon Shanks or Whistle Notches influence balance and will affect the max rpm the tools can run.
- If tools are not clamped to minimum clamping depth there is a risk of damaging the expansion sleeve and will result in a loss of accuracy.
- The vent screw of the hydraulic system is protected with a pin or resin. Don’t remove it!
- The axial length stop is set with an Allen Key via the length adjustment screw. There is 10MM (.393”) adjustment. Never actuate the length adjustment screw when tools are clamped. Axial adjustment screws maximum tightening torque is 2.2 ft. lbs.
- The tool shank must be burr-free and free of dirt.
- Always insert the tool down to the minimum clamping depth into the tool holder.
- Do not combine several extensions. The clamping screw is not secured against dropping out!
- Hydraulic Chucks must not be clamped without a tool or workpiece.
- Type A with straight cylindrical shaft. Cylindrical shaft acc. to DIN 6535 HA and form A according to DIN 6535 part 1
- Type AB with one Weldon flat Cylinder shank Form B according to DIN 1835 part 1 and DIN 6535 HB
- Type B with two Weldon flats Cylinder shank B according to DIN 1835 part 1
- Type E with Whistle-Notch flat Cylinder shank E according to DIN 1835 part 1 and DIN 6535 HE
- For optimum clamping force, the clamping bore and groove must be cleaned after every tool change with a solvent.
- Before storage, oil the entire surface of the Hydraulic Chuck and store in an unclamped position.
- Warranty is void if repairs are by anyone other than RedLine Tools.
- It may be necessary to adjust and lubricate the actuation screw, especially with a high number of clamping cycles, high operating temperatures or where abrasive dirt or swarf are present. For optimum lubrication of the actuation screw, we are recommending the use of copper paste MOLYKOTE CU 7439 (100 g tube, Id.-No. 9247204).
- Adjustment range of the length adjustment: 10 mm
- Operating temperature: 20 – 50°C
- Max. coolant pressure: 1160 P.S.I.
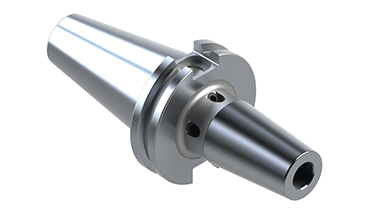
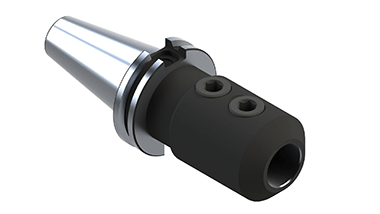
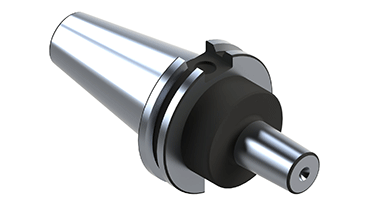
Endmill Holders
- Holders through 1.000" accept double end cutters (except as noted) therefore save on tool costs
- Fine thread screws match Weldon flats—lock tight, stay tight
- AT3 or better shank taper allows for accurate, rigid tool holder-to-spindle mount
- Less tool wear and replacement means less scrap
- Fully ground flange and V-groove is easy on tool changers for less spindle and changer maintenance

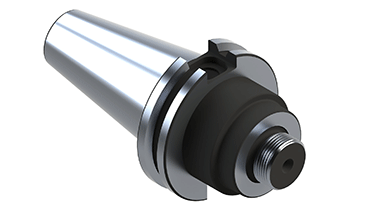
Facemill Holders
- Pilot diameter is sized for precision fit with cutter
- Face perpendicular to center line within .0002"
- Removable/replaceable drive keys are standard
- Fine thread locking screw is included
- AT3 or better shank taper allows for accurate, rigid tool holder-to-spindle mount
- Less tool wear and replacement means less scrap
- Fully ground flange and V-groove is easy on tool changers for less spindle and changer maintenance
Rigid Tap Holders
- Rigid synchronous system for machine controls with 32-bit microprocessors
- Extended lengths available for horizontal machining centers
- Uses popular Bilz style quick-change collet systems
Tension & Compression Tap Holders
- Tension & Compression style has axial float for precise thread pitch
- Holders travel in tension .75"/compression .37"
- Uses popular Bilz style quick-change collet systems
Jacobs Taper Holders
- Precision ground Jacobs pilot
- Jacobs taper held to better than .0002" accuracy for best mating with the drill chuck

Slitting Saw Holders
- Semi-flush nose cap gets in tight areas
- Change saw width without spacers
- Face is held perpendicular to center line within .0002"
- Pilot diameter is sized for precision fit with cutter and is keyed for positive drive
- Designed for slitting saws up to 5/16" thick — wider cutters use Stub Arbor Holder
Stub Arbor Holders
- Pilot thread is ground concentric to the tapered shank
- Face is perpendicular to center line within .0002"
- Pilot diameter is sized for precision fit with cutter and is keyed for positive drive
- Heavy duty locking nut and three arbor spacers are included - 1/4", 3/8", 3/4"

Morse Taper Holders
- Morse taper pocket held to .0002" accuracy for the best locking fit of the Morse shank
- AT3 or better shank taper results in accurate, rigid tool holder-to-spindle mount
- Less tool and wear replacements means less scrap
- Fully ground flange and V-groove is easy on tool changers for less spindle and changer maintenance
- Not for high speed use
- Must be cleaned before use and degreased for proper assembly
- Not to be used with coolant thru the spindle
Boring Head Holders
- AT3 or better shank taper — accurate, rigid tool holder-to-spindle mount
- Less tool wear and replacement — less scrap
- Fully ground flange and V-groove — easy on the tool changers for less spindle and changer maintenance

Calibration Probe with Haas Retention Knob
CNC machine tool calibration is the process of measuring, diagnosing and operating within the manufacturing tolerance. Over time your machine will drift out of calibration. Calibrating your machine will:
- Improving yield
- Less re-work of parts
- Increase machine up-time
- Standardization
- Less wear and tear on your machine
- Available in CAT 40 and CAT 50